

Research and Control of Relationship between Edge-drop Control for Cold Rolled Non-oriented Silicon Steel and Raw Materials
-
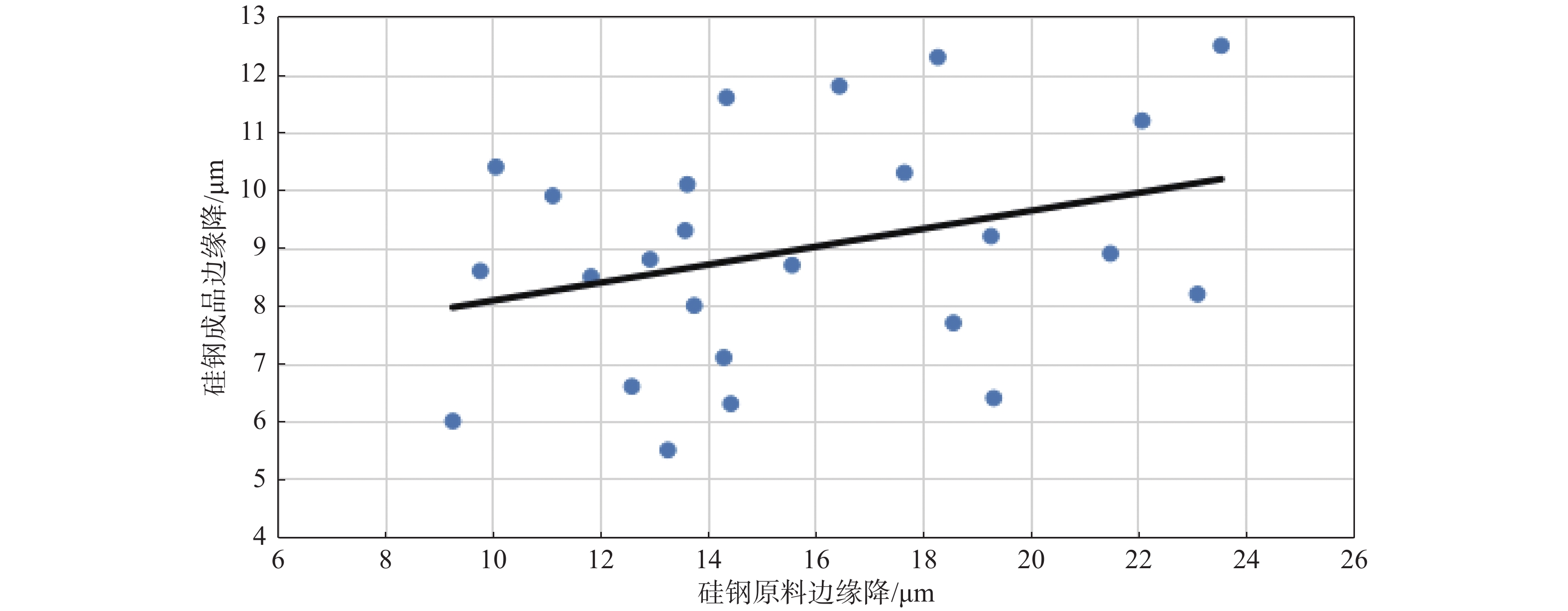
摘要: 为了降低无取向硅钢产品的边缘降,通过对硅钢原料与轧后边缘降关系的研究,确定热轧产品凸度值对硅钢边缘降影响显著,控制硅钢原料的凸度值,可减小边缘降满足叠装系数要求。根据现场验证,控制热轧成品板凸度(30±10) μm,开发硅钢单机架可逆轧机具有边缘降控制功能的EDC轧辊,达到硅钢产品边缘降≤8 μm的目标,边缘降控制水平得到了提高,为边缘降控制提供了合理的技术支撑。
-
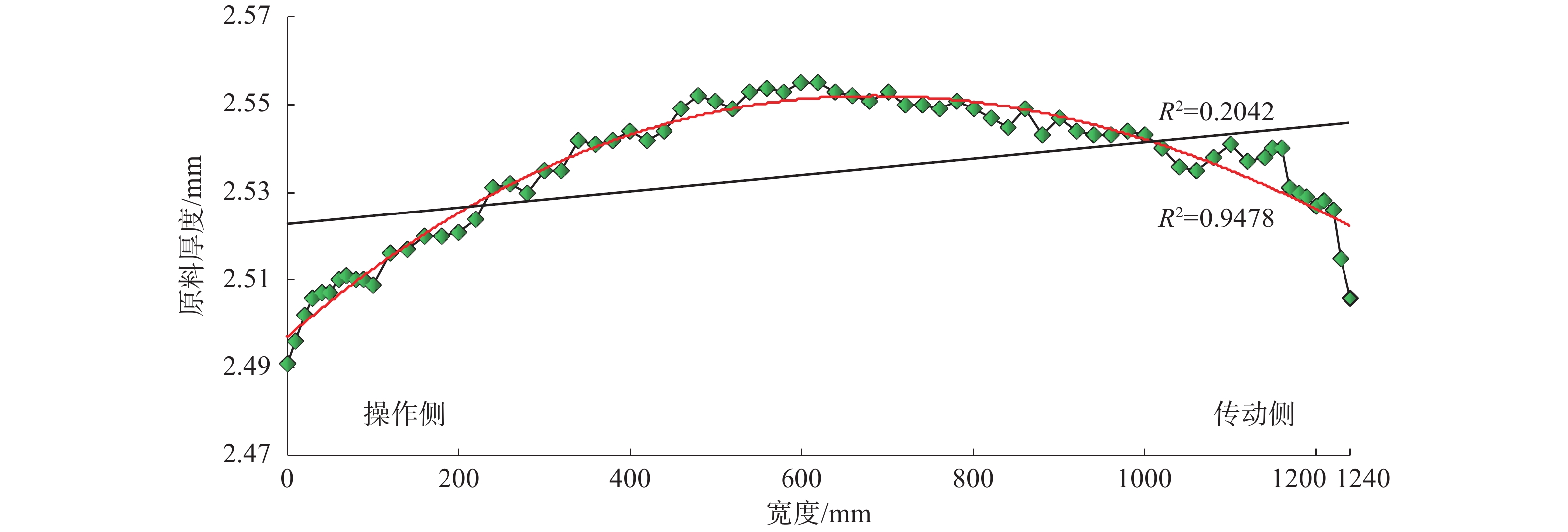
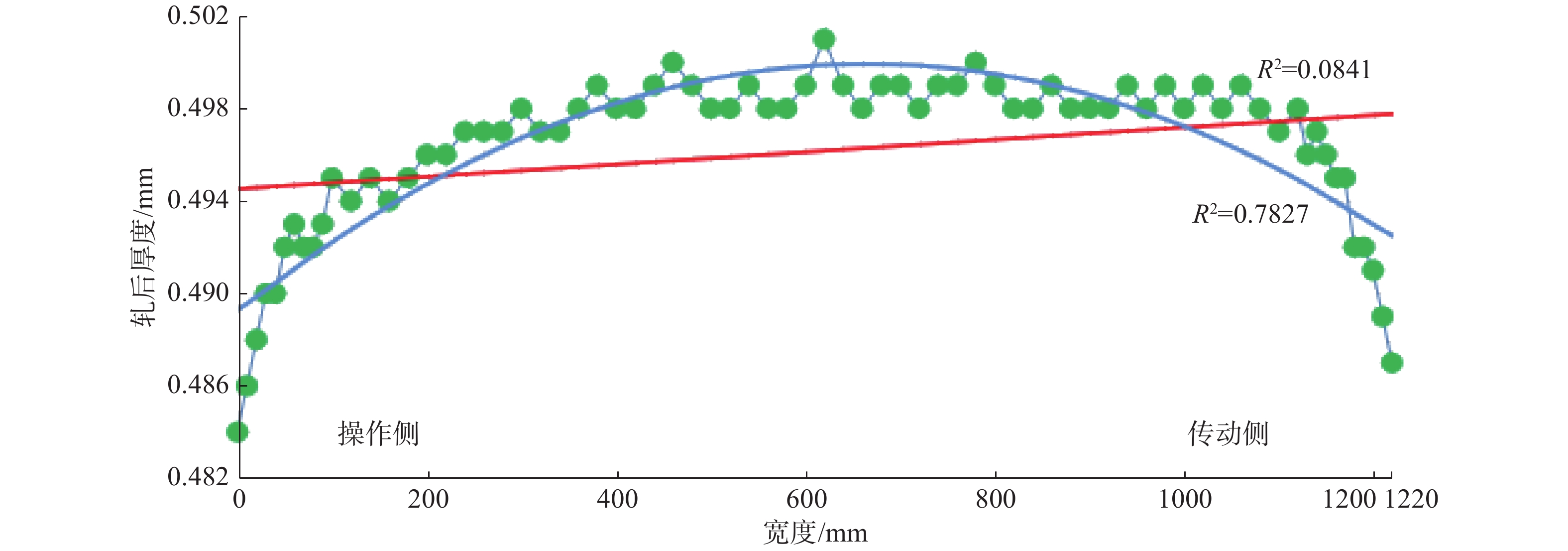
表 2 1#轧机轧后的测试卷边缘降与原料数据对比
测试钢卷 钢卷编号 牌号 厚度/mm 宽度/mm 凸度/μm 边缘降/μm 硅钢原料 X190808541L/热轧 50BW800 2.550 1240 38 13.75 硅钢成品 C2T00600/硅钢 50BW800 0.495 1220 10 8.00 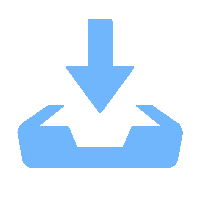 下载: 导出CSV
下载: 导出CSV
表 3 边缘降优化效果验证
钢卷编号 距传动侧边5 mm
厚度/mm距传动侧边30 mm
厚度/mm中点厚度/
mm距操作侧边30 mm
厚度/mm距操作侧边5 mm
厚度/mm传动侧边缘
降值/μm操作侧边缘
降值/μm边缘降平均
值/μmD8T02014 0.493 0.497 0.502 0.492 0.484 4 8 6.0 D8T01655 0.486 0.495 0.497 0.493 0.485 9 8 8.5 D8T01992 0.488 0.494 0.503 0.495 0.488 6 7 6.5 D8T02008 0.485 0.491 0.497 0.495 0.486 6 9 7.5 D8T01657 0.482 0.491 0.495 0.493 0.491 9 2 5.5 D8T01971 0.481 0.486 0.495 0.496 0.488 5 8 6.5 D8T01645 0.489 0.497 0.502 0.494 0.485 8 9 8.5 D8T02032 0.496 0.503 0.502 0.496 0.487 7 9 8.0 D8T02022 0.483 0.491 0.497 0.493 0.486 8 7 7.5 D8T02035 0.492 0.497 0.502 0.493 0.484 5 9 7.0 平均值 6.7 7.6 7.15
下载: 导出CSV
-
[1] 傅作宝. 冷轧薄钢板生产. 北京: 冶金工业出版社, 2005 [2] 段明南. 冷轧无取向硅钢的边缘降控制优化研究. 宝钢技术, 2014(2):42 doi: 10.3969/j.issn.1008-0716.2014.02.006 [3] 曹建国. 冷连轧机边降控制窜辊数学模型研究. 钢铁, 2008(8):57 doi: 10.3321/j.issn:0449-749X.2008.08.013 [4] 陈云鹏. UCMW轧机带钢边缘降的成因分析与控制. 轧钢, 2010,27(5):21 doi: 10.3969/j.issn.1003-9996.2010.05.006 [5] 朱简如. 边缘降控制技术的应用. 宝钢技术, 2001(5):10 doi: 10.3969/j.issn.1008-0716.2001.05.003 [6] 胡柯. 单机架UCM轧机板形的控制策略. 安徽冶金, 2010(1):33 -

 点击查看大图
点击查看大图
图(5) / 表(3)
计量
- 文章访问数: 779
- HTML全文浏览量: 128
- PDF下载量: 22
- 被引次数: 0
