

Process Optimization of High Chromium Cast Iron Centrifugal Composite Roll for Narrow Strip Steel
-
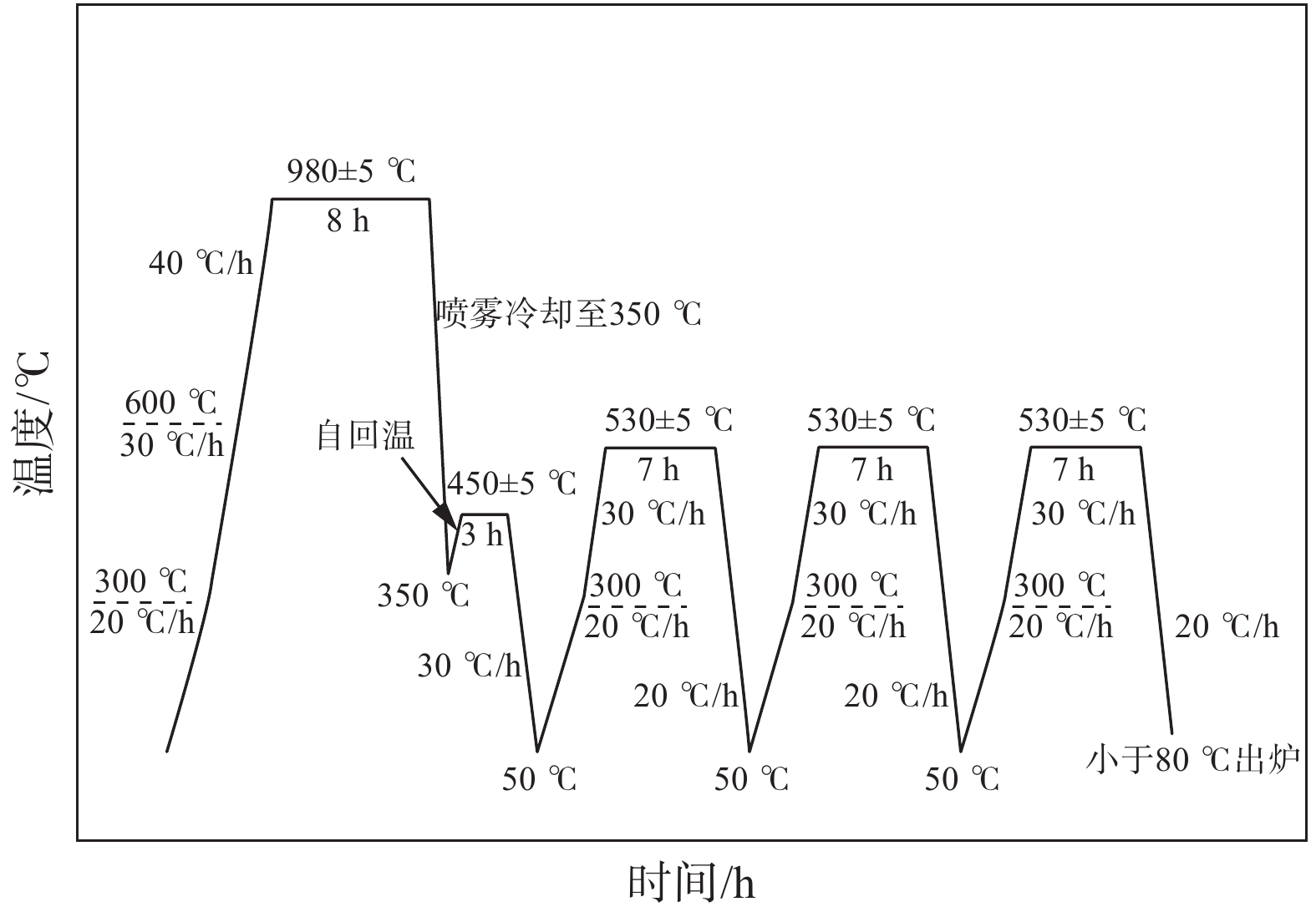
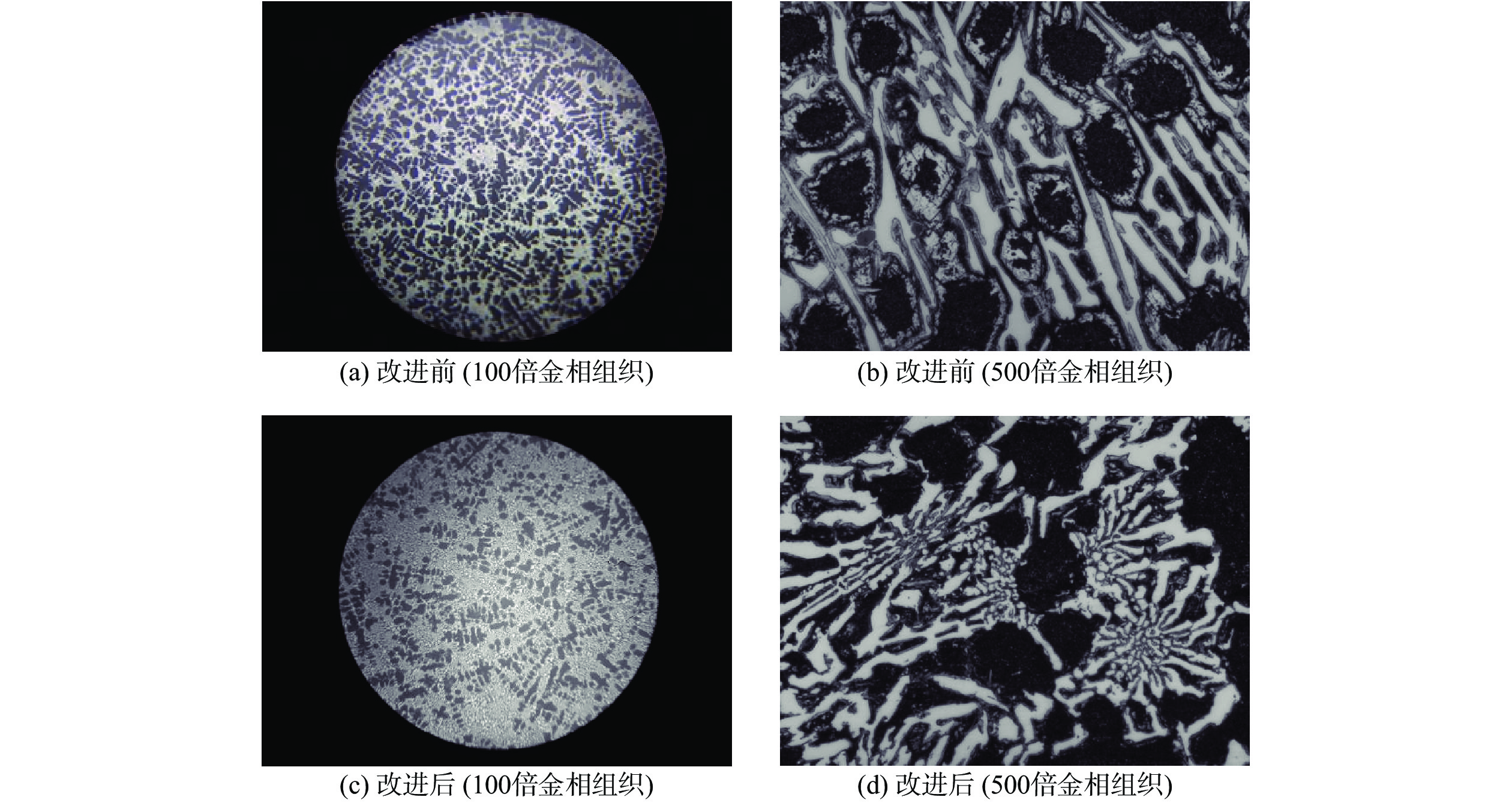
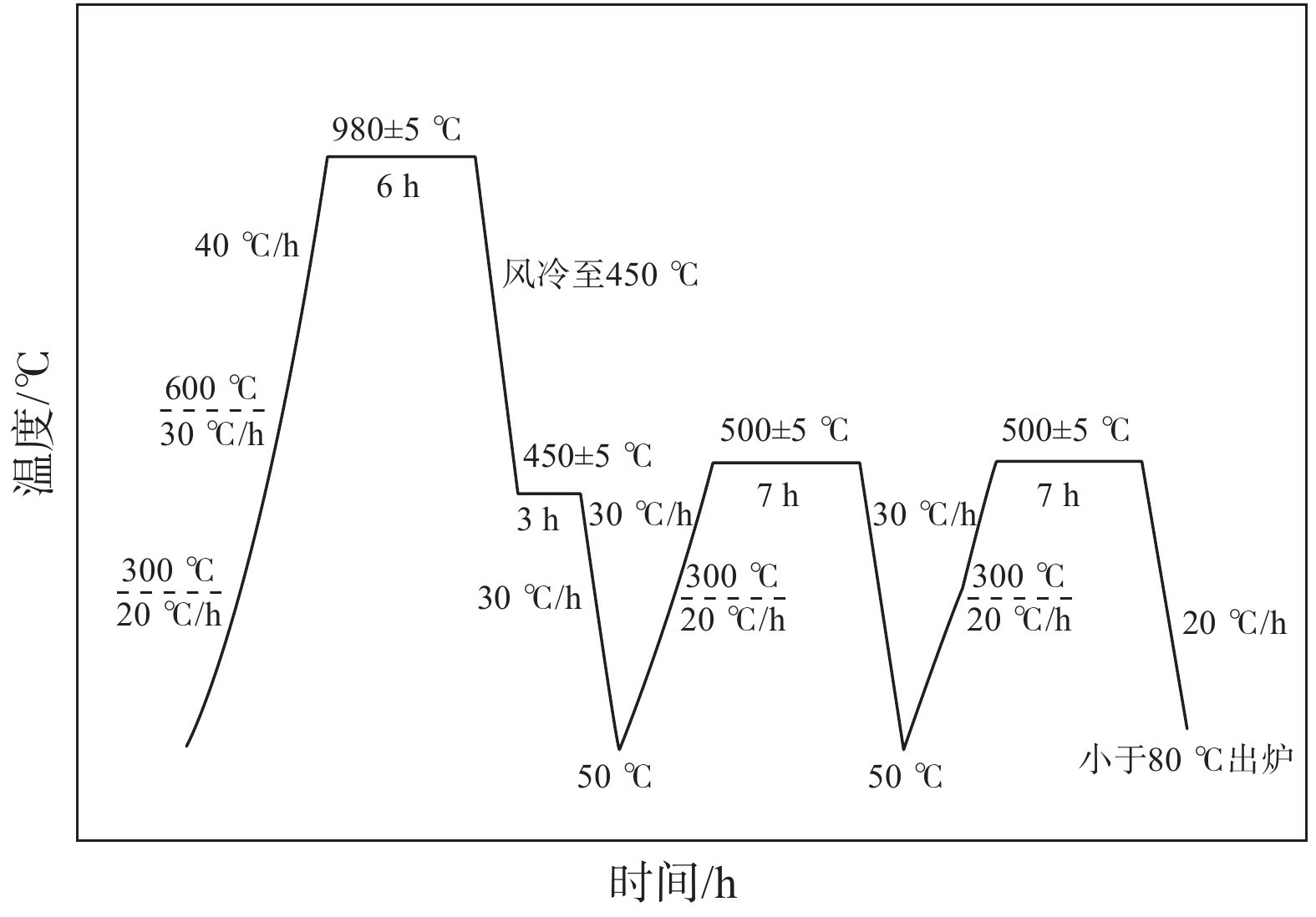
摘要: 对窄带钢高铬铸铁轧辊外层的化学成分、浇注条件、热处理工艺进行优化和改进,结果表明,所用优化和改进手段可增加轧辊外层高铬铸铁材质的Cr7C3型碳化物数量和马氏体含量,减少残余奥氏体比例,消除组织内应力,提高轧辊辊身的硬度和耐磨性,使高铬铸铁轧辊能够完全替代高镍铬轧辊适用于窄带钢成品机架的精轧工作辊。
-
表 1 改进前与改进后化学成分对比
成分 C Si Mn Ni Cr Mo V 改进前 2.3~
2.50.6~
0.80.7~
0.81.2~
1.316.2~
16.41.1~
1.30.15~
0.20改进后 2.65~
2.750.45~
0.550.8~
0.91.4~
1.618.3~
18.51.3~
1.50.4~
0.6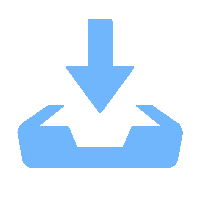 下载: 导出CSV
下载: 导出CSV
表 2 改进前与改进后浇注条件对比
浇注条件 改进前 改进后 涂料类型 覆膜砂 电融石英粉+膨润土 浇注模温/℃ 160~180 120~140 浇注温度/℃ 1400~1410 1430~1440 烤包温度/℃ 400 600 浇注后扣保温罩间隔/h 1 0.5 保温罩保温时间/h 4 8 氮化铬铁粒度/mm 20~40 10~20
下载: 导出CSV
表 3 改进前与改进后轧辊辊身硬度对比
编号 硬度HSD 改进前 ZJTS001 74 75 74 ZJTS002 76 75 74 ZJTS003 75 75 76 ZJTS004 75 75 76 改进后 ZJTS005 82 83 82 ZJTS006 84 83 84 ZJTS007 83 84 82 ZJTS008 83 83 85
下载: 导出CSV
-
[1] 文铁铮, 郭玉珍. 轧辊制造技术新论. 石家庄: 河北科学技术出版社, 2014 [2] 符寒光, 张孝红. 高铬铸铁轧辊热处理工艺研究. 中国铸造装备与技术, 2005(2):10 doi: 10.3969/j.issn.1006-9658.2005.02.004 -

 点击查看大图
点击查看大图
图(4) / 表(3)
计量
- 文章访问数: 305
- HTML全文浏览量: 85
- PDF下载量: 9
- 被引次数: 0
