

The Analysis of the “burr”Defects of Hot Rolled Wire for Gas Holding Wire ER50-6
-
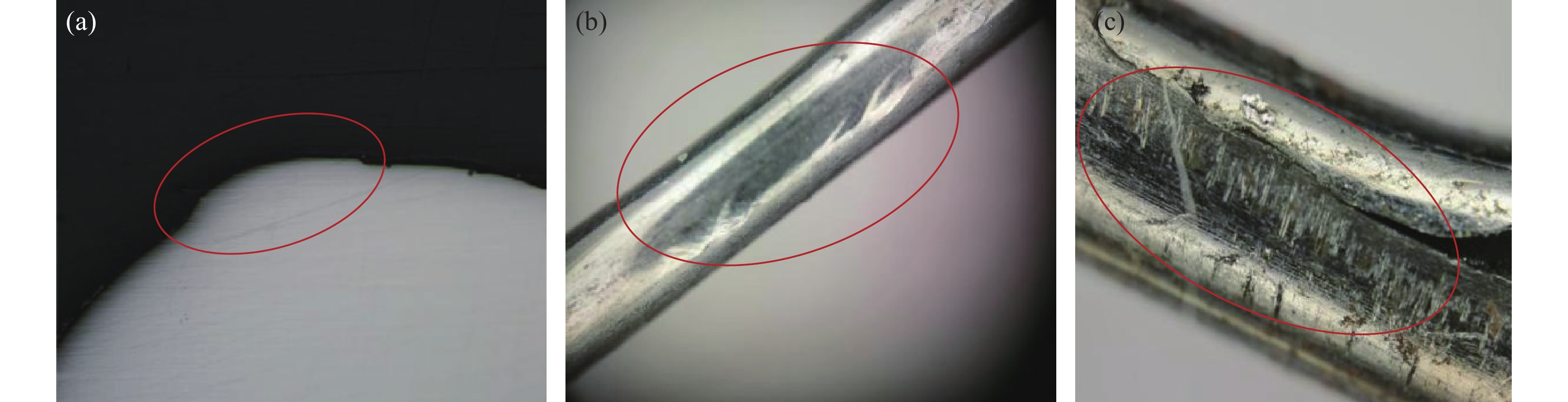
摘要: 本钢生产气保焊丝用热轧盘条ER60-6因“毛刺”缺陷导致后续加工送丝不畅。针对盘条后期加工出现的“毛刺”质量问题进行检验分析、工艺追溯,根据缺陷形貌、产生原因及机理总结防止产生“毛刺”对应措施。为ER50-6钢生产质量控制提供方法和借鉴。
-
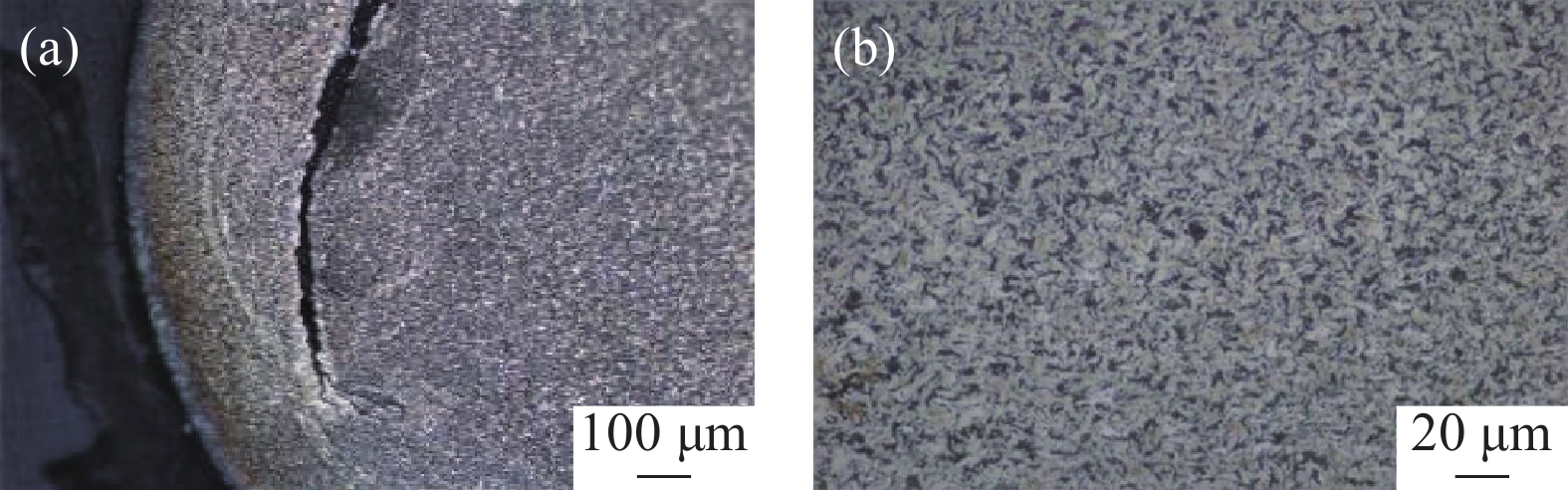
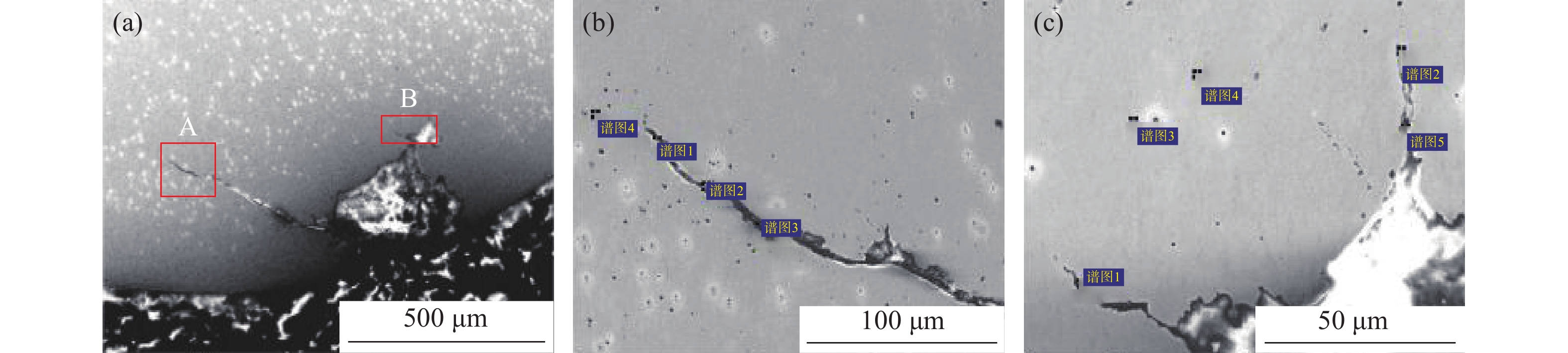
表 1 试样1和试样2不同部位能谱分析成分(质量分数)
% 试样 谱图 O Mg Al Si S Ca Na Mn Fe K 试样 1-A 1 3.47 0.44 1.89 1.7 1.68 90.82 2 27.43 0.41 0.32 6.56 0. 18 2.64 2.34 1.29 58.62 0.2 3 28.08 2.47 2.37 4.77 3.72 1. 11 57.48 4 4.37 2.7 1.52 91.41 试样 1-B 1 27.35 0.71 1. 12 6.49 0.22 4.27 3.25 2.68 53.57 0.33 2 7.37 1.66 0. 18 0.23 1. 18 1.56 87.8 3 2.68 0.71 0.23 1.64 94.74 4 1.6 98.4 5 4.29 1.39 0.28 0.63 0.4 1. 19 91.83 试样 2-A 1 51.67 0.33 0.34 10. 1 0.29 17.5 3.29 1. 12 15.21 0. 15 2 11. 1 3.59 0.49 1.1 1.27 82.46 试样 2-B 1 29.41 1.5 1.71 9.82 12.29 3.77 2.45 39.05 2 46.53 0.81 3.64 12.99 0.69 8.4 6.07 3.05 17.44 0.38  下载: 导出CSV
下载: 导出CSV
表 2 试样1和试样2缺陷部位夹杂物原始组分(质量分数)
% 试样 谱图 MgO Al2O3 SiO2 CaO TiO MnO 试样 1-A 1 0.00 0.00 0.94 2.65 0.00 2. 17 2 0.68 0.60 14.06 3.70 0.00 1.67 3 4. 12 0.00 5.08 6.68 0.00 1.43 4 0.00 0.00 5.79 0.00 0.00 1.96 试样 1-B 1 1.18 2. 12 13.91 5.98 0.00 3.46 2 0.00 0.00 3.56 0.32 0.00 2.01 3 0.00 0.00 1.52 0.32 0.00 2. 12 4 0.00 0.00 0.00 0.00 0.00 2.07 5 0.00 0.00 2.98 0.88 0.00 1.54 试样 2-A 1 0.55 0.64 21.64 24.50 0.00 1.45 2 0.00 0.00 7.69 0.69 0.00 1.64 试样 2-B 1 2.50 3.23 21.04 17.21 0.00 3.16 2 1.35 6.88 27.84 11.76 0.00 3.94 保护渣 ≤6 4~10 29~35 21~27
下载: 导出CSV
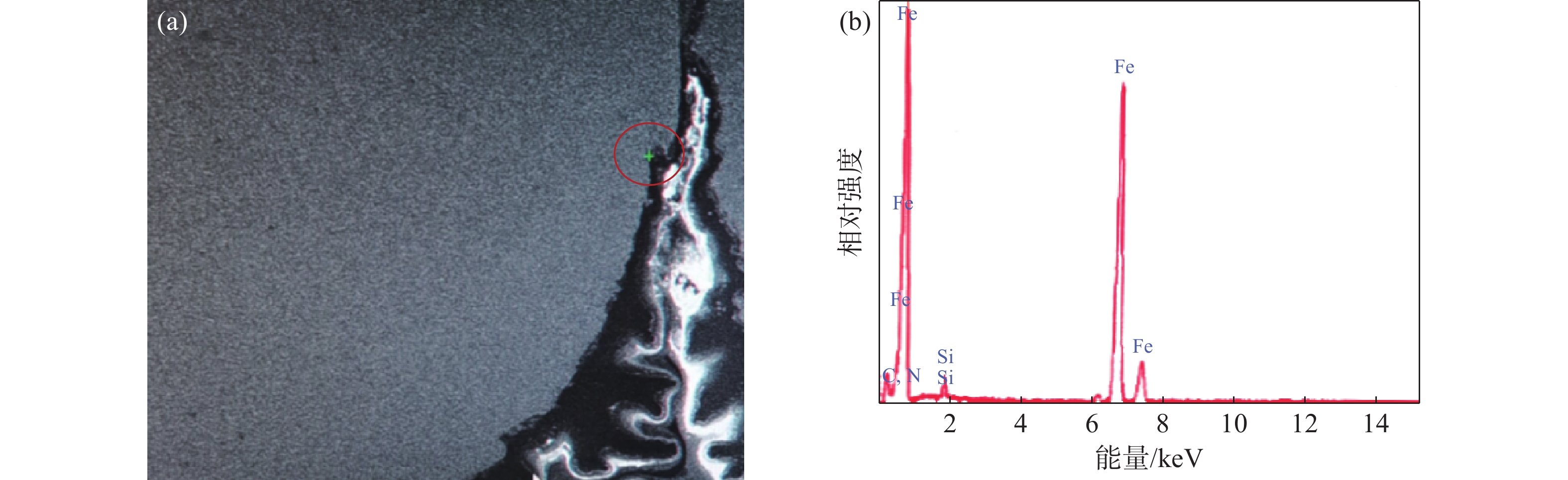
表 3 能谱分析结果(质量分数)
% 能谱点 C O F Si Fe N Mn 1 23.17 28.79 48.04 2 4.29 34.87 0.39 60.35 3 1.85 0.10 85.59 10.10 1.46
下载: 导出CSV
-
[1] 陈启武. CO2气保焊丝生产工艺及焊丝缺陷的产生与预防. 金属制品,1992(5):15 [2] 申延军. ER50-6焊丝用盘条拉拔后期产生“毛刺”原因分析. 金属世界,2021(6):55 -







 点击查看大图
点击查看大图

图(16) / 表(3)
计量
- 文章访问数: 67
- HTML全文浏览量: 18
- PDF下载量: 1
- 被引次数: 0
