

Research and Control of Surface Roughness of Hot-dip Galvanized Products
-
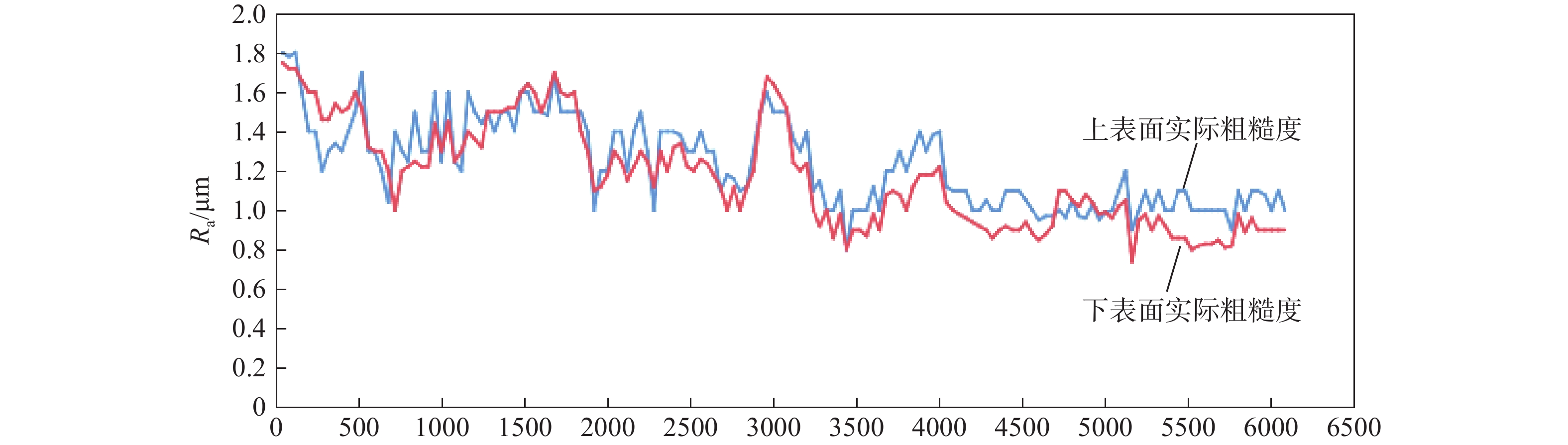
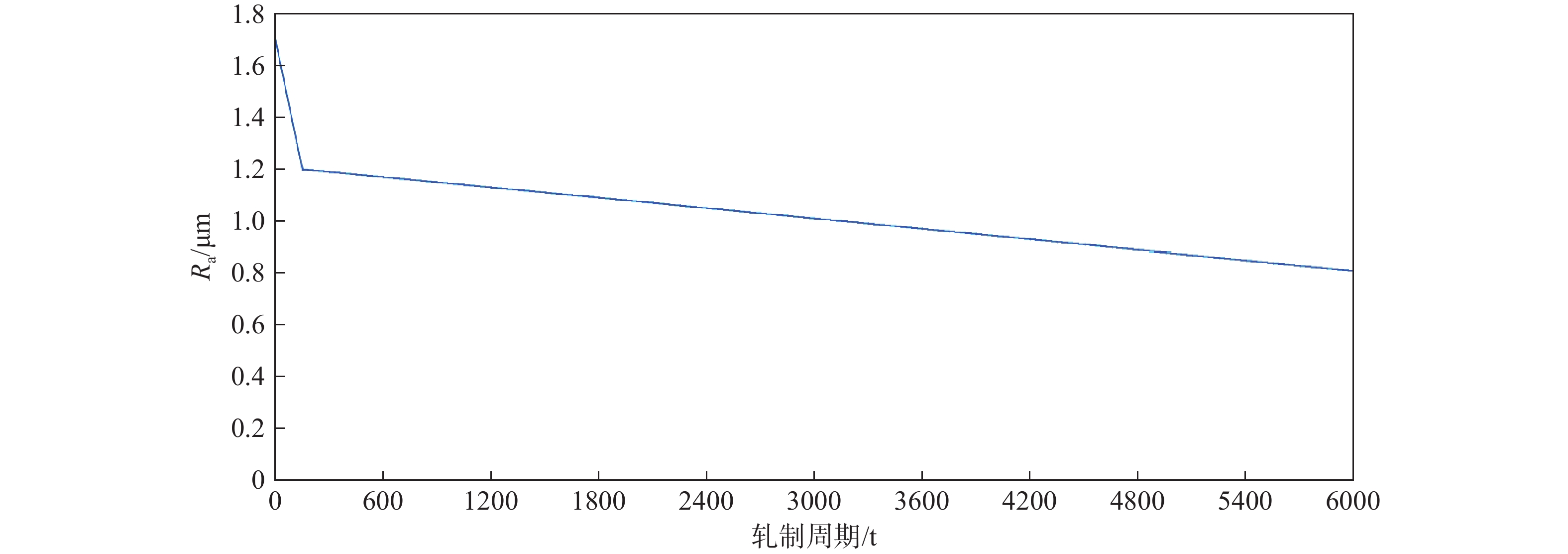
摘要: 为了提高镀锌产品粗糙度的控制精度,通过研究镀锌产品轧制周期内粗糙度变化情况,确定光整机轧制力与轧制周期对镀锌产品板面粗糙度的影响,控制镀锌产品在一个轧制周期内的生产时间,得到目标值的粗糙度。通过现场试验论证,板面粗糙度要求Ra=1.2~1.4 μm安排在轧制周期150 t以内,板面粗糙度要求Ra=0.8~1.2 μm安排在轧制周期150~6000 t,且每1500 t粗糙度Ra下降0.1 μm。该技术的应用为热镀锌产品板面粗糙度控制生产提供了合理的技术支撑。
-
表 1 工作辊辊面及板面粗糙度统计表
辊组 辊面粗糙度/μm 板面粗糙度/μm 轧制周期
开始时轧制周期
结束时轧制周期
开始时轧制周期
结束时RW4006/RW4007 2.70 2.280 1.60 1.20 RW4A02/RW4Y04 2.66 2.290 1.36 0.82 RW4Y10/RW4Y06 2.60 2.320 1.38 1.12 RW4Y02/RW4022 2.63 2.260 1.42 1.00 RW4503/RW4506 2.65 2.118 1.50 1.00 RW4006/RW4007 2.84 2.320 1.63 1.20 RW4010/RW4009 2.60 2.200 1.25 0.70 RW4006/RW4007 2.80 2.100 1.43 0.75 RW4Y03/RW4012 2.71 2.151 1.47 0.80 RW4A01/RW4015 2.83 2.432 2.00 1.12 RW4Y02/RW4022 2.79 2.315 1.81 1.12  下载: 导出CSV
下载: 导出CSV
表 2 板面粗糙度记录表
卷号 锌层/(g/m2) 板面粗糙度/μm 粗糙度改变幅度/μm 1385850000 41 1.04 – 1385820000 91 1.13 0.09 1385830000 91 1.14 0.01 1385880000 41 1.05 –0.09
下载: 导出CSV
表 3 钢种过渡时板面粗糙度记录表
卷号 出口卷重/t 轧制周期/t 钢种 板面粗糙度/μm UU52920000 28.23 1421.52 DC51D+Z 1.28 UU65030000 26.94 1448.46 DC51D+Z 1.23 UU20090000 29.02 1477.48 DC53D+Z 1.10 UU20070000 29.19 1506.67 DC53D+Z 0.90 UU20080000 29.27 1535.94 DC53D+Z 0.85 UU55900000 28.28 1564.22 DC51D+Z 1.30 UU60890000 17.18 1581.40 DC51D+Z 1.25
下载: 导出CSV
表 5 不同轧制量区间产品的板面粗糙度
卷号 轧制量/t 轧制力/kN 目标粗糙度/μm 板面粗糙度/μm 偏差值/μm 1385701000 880 2345 1.2 1.20 0 1340852000 1400 2800 1.1 1.14 0.04 1360670000 1600 2300 1.0 1.03 0.03
下载: 导出CSV
表 6 相同产品不同轧制力下的板面粗糙度
卷号 轧制力/kN 板面粗糙度/μm 1385720000 2100 1.17 1385730000 1900 1.13 1385860000 1700 1.04 1385960000 1500 1.01
下载: 导出CSV
-
[1] 马兵智,齐春雨,娄德诚,等. 镀锌板平整过程“宽窄印”缺陷研究. 金属世界,2019(3):40 [2] 郭晶,燕际军,张秀香. 平整工序对B170P冷轧钢板表面波纹度的影响. 金属世界,2022(1):60 [3] 石亦平,周玉蓉. ABAQUS有限元分析实例详解. 北京:机械工业出版社,2006 [4] 李九龄,马国和,汪晓林. 铝锌硅镀层板露钢缺陷的产生与对策. 武钢技术,2010,48(5):54 -

 点击查看大图
点击查看大图
图(7) / 表(6)
计量
- 文章访问数: 55
- HTML全文浏览量: 9
- PDF下载量: 5
- 被引次数: 0
