

Analysis and Improvement of Broken Roll during Finishing Roll for Large Size Hot Rolled Angle Steel
-
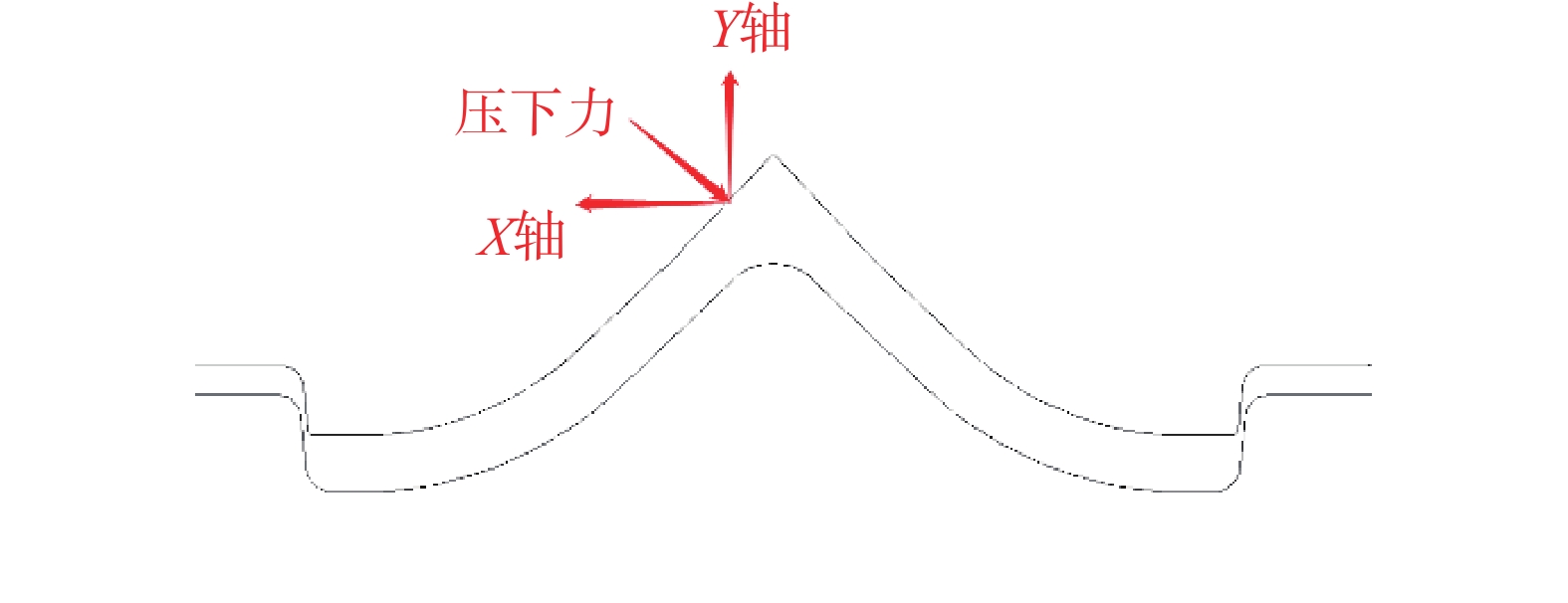
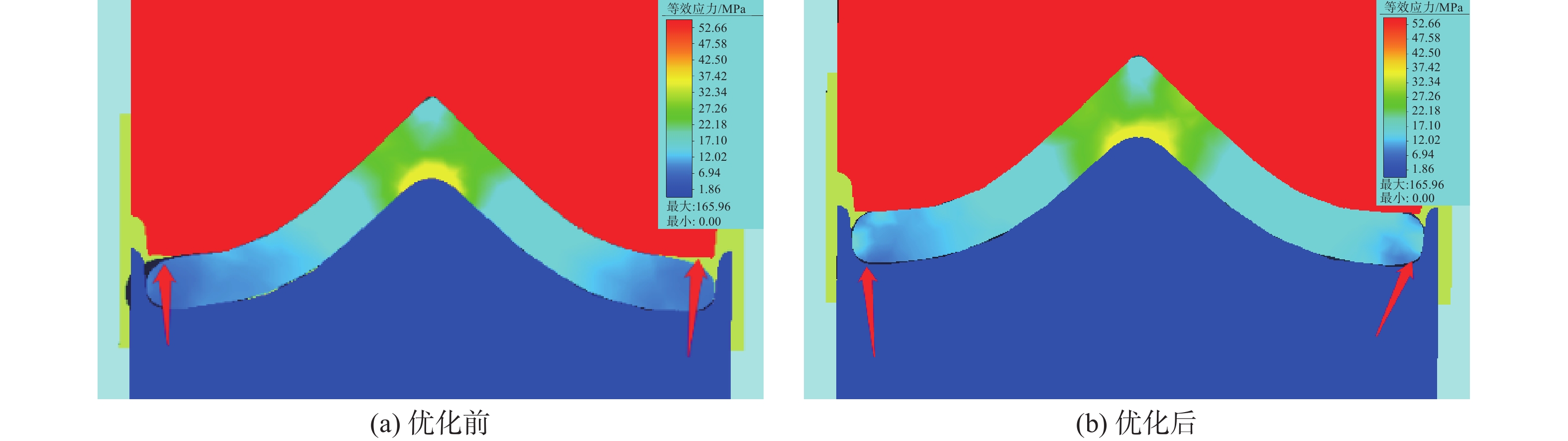
摘要: 在大规格角钢热轧生产中,角钢精轧孔型一般使用蝶式孔进行轧制。受蝶式孔型槽深度不同的影响,实际轧槽受力并不均匀,曾发生断辊事故,造成严重的质量与安全隐患。轧辊断裂于孔型凹槽最小直径处,断口呈完全切断状,这种断裂与角钢轧辊的使用状态、受力状态有关。本文从轧制过程对大规格角钢轧辊断裂事故进行分析,研究了温度、轧制规程、轧辊状态等因素对精轧辊断裂的影响,并提出改进方案。
-
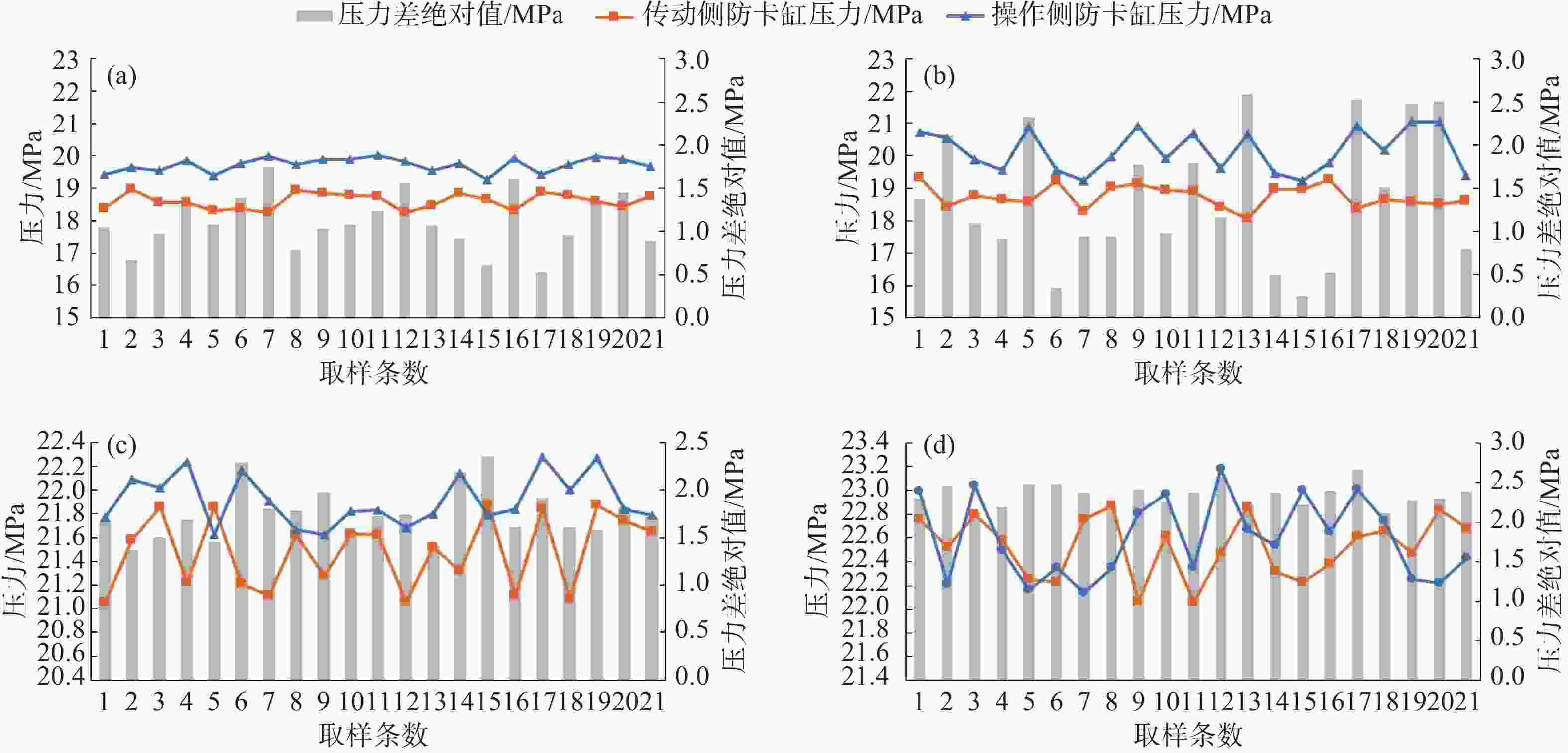
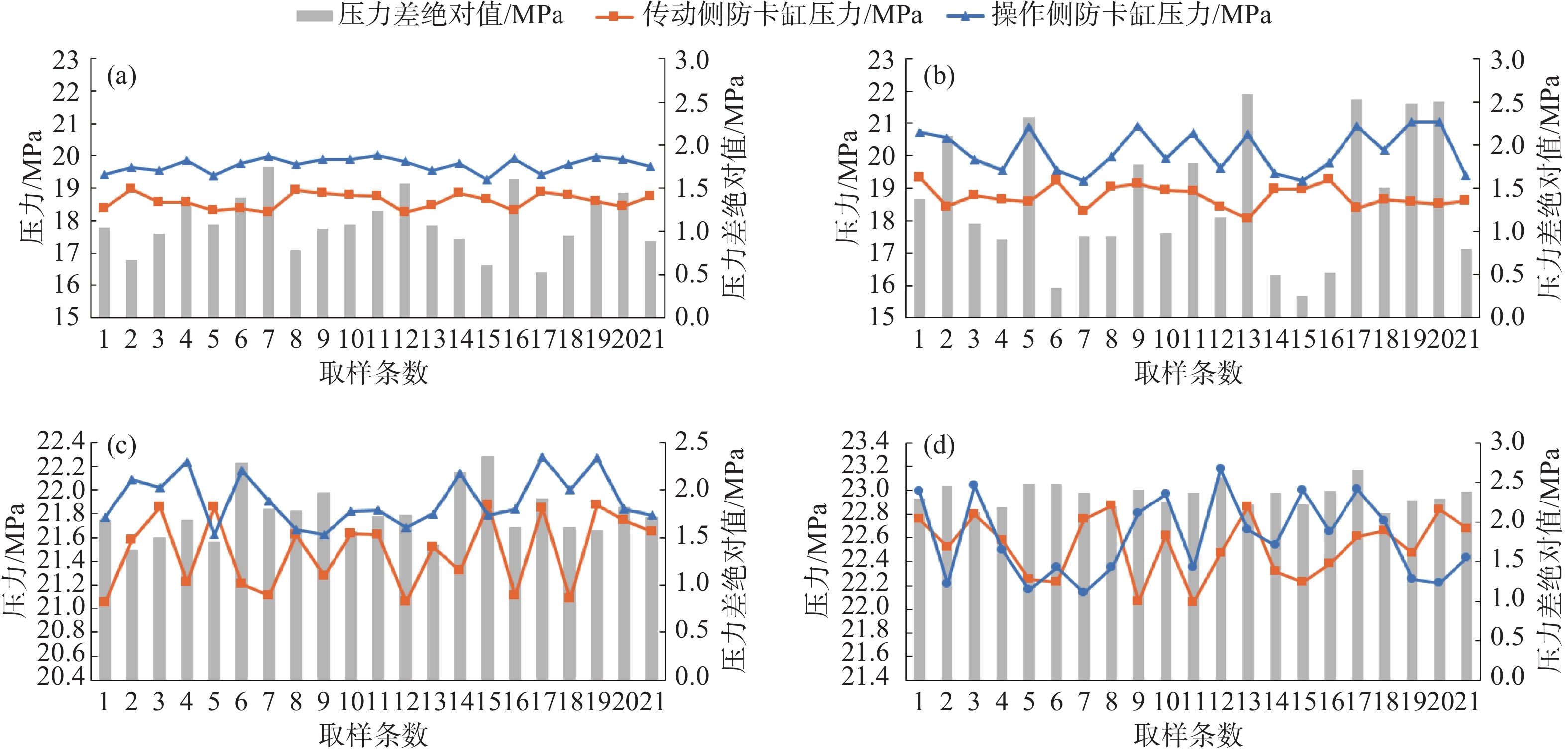
图 7 不同槽位防卡缸压力:(a) 200 mm×16 mm,孔型距离操作侧735 mm;(b) 200 mm×16 mm,孔型距离操作侧321 mm;(c) 200 mm×20 mm,孔型距离操作侧735 mm;(d) 250 mm×16 mm,孔型距离操作侧815 mm
表 1 常见角钢轧辊断裂形式
序号 断裂示意 断裂特征 1 
轧辊沿孔型槽不规则断裂,端口位置附近有明显裂纹。 2 
产生与孔型槽位边部,呈块状脱落。 3 
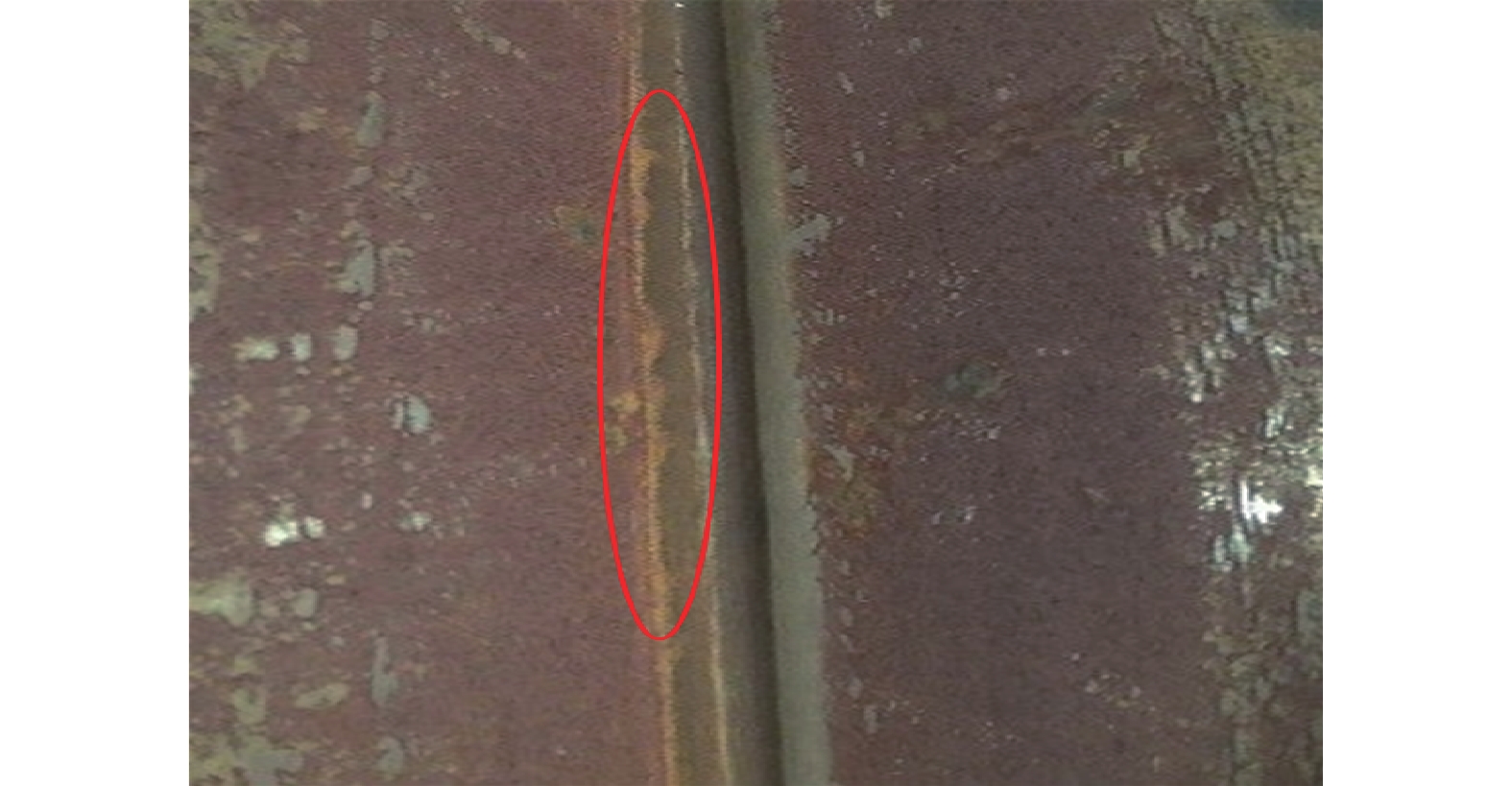
断裂于孔型凹槽最深处,整齐断裂,断口平直。 4 
沿辊颈断裂,经过槽位断孔型最深处。  下载: 导出CSV
下载: 导出CSV
表 2 200 mm×20 mm轧制规程
轧机
架次道次 辊缝/
mm宽度/
mm咬钢转
速/(r/min)轧制转
速/(r/min)抛钢转
速/(r/min)BD2 1 28 313 50 60 60 2 23 317 50 60 60 3 14 320 50 60 60 F1 1 6 322 50 60 60
下载: 导出CSV
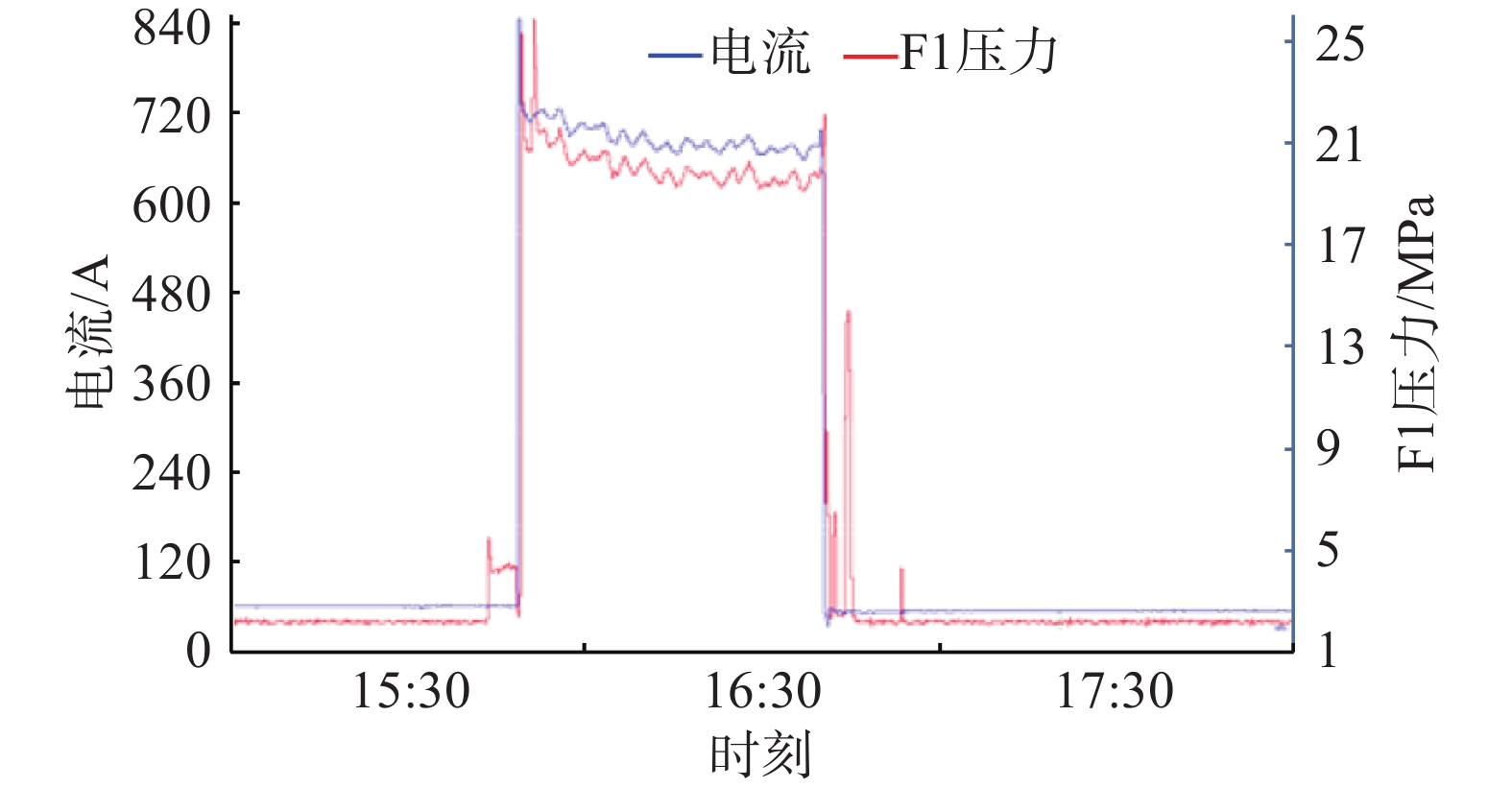
表 3 轧机电流与防卡缸压力
项目 F1主电机实际
电流/A防卡缸DS
(传动侧)压力/MPa防卡缸OS
(操作侧)压力/MPa最小值 0.72 11.4 11.2 最大值 822.13 21.8 25.4
下载: 导出CSV
-
[1] 杨洋,訾文胜,吴功军. 28号角钢孔型设计. 金属世界,2017(2):69 doi: 10.3969/j.issn.10006826.2017.02.19 [2] 王德宝,牟祖茂,杨峥,等. 热轧板带轧机高速钢复合轧辊断裂失效分析. 轧钢,2021,38(1):74 [3] 何沛贤,马彦峰,尹强. 高铬热轧轧辊的热疲劳特性分析. 机械研究与应用,2021,34(6):56 [4] 唐天博,孟伟,周勇. 金属世界,2023(2):62 [5] 黄华贵,郑加丽,胡淇伟,等. 热轧工作辊磨损模型与运维策略研究进展. 河北冶金,2022(9):1 [6] 陈晨,孙建林,谭耘宇. 热轧轧辊磨损及补偿控制//第十二届中国钢铁年会论文集——11. 冶金自动化与智能化. 北京:冶金工业出版社,2019:6 [7] 庞志锋,彭艳,吴海森. 板带轧机轧辊磨损及其预报模型研究//2006中国金属学会青年学术年会,无锡,2006 [8] 郭平,张明海,谢海深. 型钢轧辊磨损规律分析与研究//第十二届中国钢铁年会论文集——3. 轧制与热处理,北京:冶金工业出版社,2019:6 [9] 黄杨. 棒材800开坯机堆焊轧辊断裂原因分析及改进措施. 金属材料与冶金工程,2022,50(1):59 [10] 郎志超. 轧辊疲劳裂纹扩展的有限元方法模拟. 包头:内蒙古科技大学,2013 [11] 秦翔,杨军,邹德宁,等. 轧辊再制造及其表面强化技术的研究进展. 材料保护,2019,52(2):119 -





 点击查看大图
点击查看大图
图(12) / 表(3)
计量
- 文章访问数: 35
- HTML全文浏览量: 5
- PDF下载量: 0
- 被引次数: 0
