

Practice of Long Life Square Billet Stopper Tundish
-
摘要: 为提高唐钢长材事业部方坯塞棒中间包寿命,降低中间包耐材和冶炼吨钢成本,提高连铸机铸坯收得率,通过优化塞棒中间包结构和修砌方式,有效促进夹杂物的上浮,提高钢水中夹杂物的去除效率。通过使用塞棒与中间包上水口进行球面配合形式,调整整体塞棒和塞头材质、中间包工作层干式料、上水口座砖和浸入式水口等定型耐材原材料配比和加工工艺等,塞棒中间包平均使用寿命从15.12 h提高到30.25 h,实现了方坯塞棒中间包长寿命、高效率生产。
-
表 1 中间包挡墙设计方案
方案编号 布置方式 C1 侧墙双排圆孔ϕ60 mm,ϕ80 mm,倾角11° C2 中墙开圆孔ϕ60 mm,侧墙单排圆孔ϕ60 mm和ϕ80 mm,倾角11° C3 侧墙单排圆孔ϕ60 mm和ϕ60 mm,倾角11° C4 侧墙单排圆孔ϕ60 mm和ϕ80 mm,倾角11° 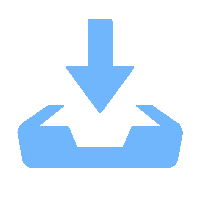 下载: 导出CSV
下载: 导出CSV
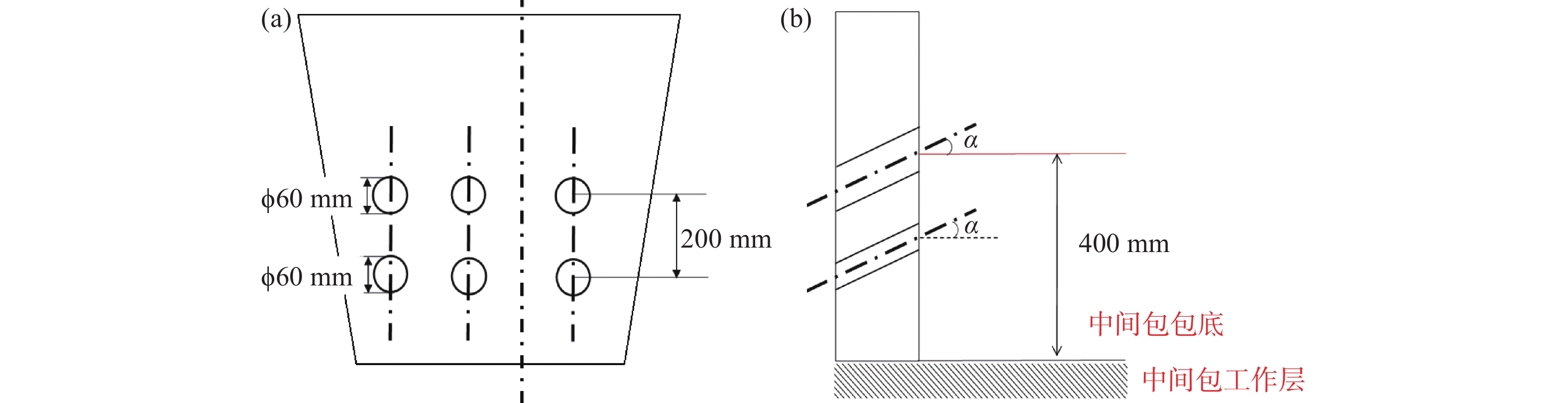
表 2 4种中间包结构停留时间分布计算结果
方案 出水口 tr/s tp/s ta/s tva/s Vp/% Vd/% Vm/% Sn C1 5流 44.0 241.5 514.6 582.6 31.8 13.0 55.2 0.063 C2 5流 43.5 135.0 573.2 557.7 23.4 15.2 63.5 0.065 C3 5流 34.0 215.5 571.0 597.9 26.5 14.4 59.1 0.072 C4 5流 28.0 85.5 551.3 596.8 22.9 12.2 62.7 0.058 注:tr为响应时间,tp为峰值时间,ta为每流平均停留时间,tva为中间包总体平均停留时间,Vp为活塞区体积比,Vd为死区体积比,Vm为全混流体积比,Sn为各流示踪剂浓度总体平均标准差。
下载: 导出CSV
-
[1] 荣学良,吕建权,张志刚. 薄板坯连铸中间包塞棒侵蚀原因分析. 河北冶金,2002(1):15 doi: 10.3969/j.issn.1006-5008.2002.01.005 [2] 叶德新,王冠,黄回亮,等. 小方坯连铸中间包耐材技术优化与应用. 江西冶金,2020,40(4):53 [3] 张元福. 高品质钢连铸工艺中多相流动及冶金特性的研究[学位论文]. 沈阳:东北大学,2012 [4] 徐和平,张立强,赵傲南,等. 四机四流中间包内型结构及流场优化研究. 金属世界,2019(5):24 doi: 10.3969/j.issn.1000-6826.2019.05.006 [5] 杨全海,王重君,白晓卫,等. 长寿命板坯中间包的生产实践. 耐火材料,2021,55(6):522 [6] 荣学良,吕建权,张志刚. 中间包塞棒断裂原因及控制措施. 南方金属,2014(5):56 doi: 10.3969/j.issn.1009-9700.2014.05.016 [7] 张文祥,武晓阳,李硕,等. 中间包控流系统事故率降低措施. 金属世界,2023(1):75 doi: 10.3969/j.issn.1000-6826.2021.05.1301 [8] 张杰. 连铸机中间包结构优化及流场分析. 金属世界,2016(1):64 doi: 10.3969/j.issn.1000-6826.2016.01.18 -







 点击查看大图
点击查看大图
图(11) / 表(2)
计量
- 文章访问数: 39
- HTML全文浏览量: 2
- PDF下载量: 2
- 被引次数: 0
